储能式螺柱焊 又被称为电容放电螺柱焊 ,设备首先将预先设置好的能量额度充入电容中,随后焊接时,能量从电容中一次性全部释放出来,用于焊接,焊接时间为1-3毫秒。
由于能量并不能源源不断地提供,所以储能式螺柱焊的焊接能力有限,一般用于焊接直径为3-10毫米的螺柱。
储能式螺柱焊的特点
| 焊接特性 | 产生影响 | |
| 电源规格: | 220V,50Hz | 使用方便,常规电源即可驱动 |
| 焊接时间: | 1-3毫秒,不可调 | 发热量小,穿透性差,板材几乎不变形 |
| 瞬间电流: | 大 | 可焊低碳钢冷轧板,不锈钢,铝,黄铜板材 |
| 熔池深度: | 最浅 | 1. 不适合在热轧钢板上焊接螺柱 2. 在较薄的板材上焊接强度高 |
| 最小板厚: | 螺柱直径的1/10 | |
| 背面印痕: | 最小 | 适合较薄的板材焊接 |
焊接方式
储能式螺柱焊分为两种不同的焊接方式:压力式螺柱焊和提升式螺柱焊。
| 压力式螺柱焊 | 提升式螺柱焊 | |
| 使用焊机: | CD1501 / CD2301 / CD3101 | |
| 使用焊枪: | C08螺柱焊枪 | CA08螺柱焊枪 |
| 焊接材质: | 低碳钢、不锈钢、黄铜、铝 | 低碳钢、不锈钢、铝(强度高) |
| 焊接时间: | 2-3毫秒 | 1毫秒 |
压力式螺柱焊工艺流程
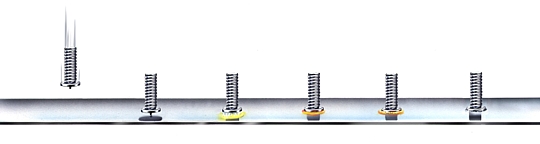
压力式螺柱焊工艺流程较为简单:
1. 焊枪垂直于工件将螺柱紧压在工件上
2. 电容开始放电,瞬间大电流将螺柱尖端熔化,同时工件表面熔化,形成熔池
3. 在焊枪压力作用下,螺柱垂直向下浸入熔池
4. 熔池冷却,焊接完成
提升式螺柱焊工艺流程

提升式螺柱焊与压力式螺柱焊不同之处,在于在电容开始放电之前,焊枪先将螺柱提升一个高度,随后释放,在弹簧力作用下加速向下冲击,焊钉浸入熔池的速度更快,焊接时间更短。
由于提升式螺柱焊的这个特性,在铝钉焊接时,可大幅减少熔池内气孔的产生,使铝钉焊接的强度更高,因此非常适合于铝钉的焊接。